1、旋转屏归零位,电子屏数值清零,这里不再次细讲了,但提醒一下小零件建议就在工作台中间位置,这样可以避免超出量程而需重新校对水平和垂直。



1、零件置于旋转工作台上,微旋工作台对准水平和垂直基准线(不规则零件根据需要可以只校对水平或者垂直基准)。



1、 摇动X轴手柄使第一个圆的左切线对准垂直基准线,并且将X轴电子屏数值清零。

2、继续摇动X轴手柄使该圆的右切线对准垂直基准线,这时的X轴的计数即为该圆直径了。

3、 按下1/2键再按下X。键即可取得直径一半,读数也就是该的半径。

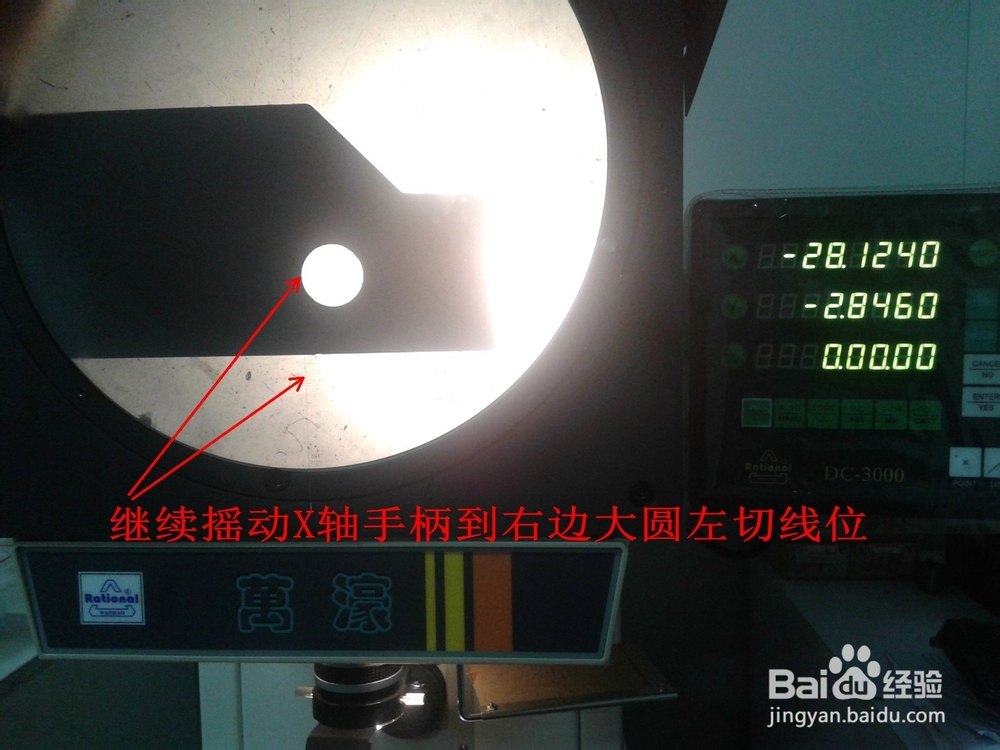
4、 摇动X轴手柄使右边圆的左切线对准垂直基准线,电子屏的数值暂时不用留意。
5、这时按下如图所示的ABS键,即相对坐标键,按下后指示灯亮,再按下X。键将X数值清零,这表示后面的X轴移动数值从里开始是相对起始点了。


6、 摇动X轴手柄使该圆右切线对准垂直基准线,按如图所示取和该圆半径尺寸数值。


7、 这一步是最关键,反方向摇动X轴手柄,直到X。数值无限接近于零(能显示为零更好)。

8、 再次按下ABS相对坐标键,这时指示亮灯灭,X。的显示数值即为两圆的中心距了。这也是为什么小编在ABS键标上(1)和(2)的原因,整个过程相对坐标键只按下两次,如果多或少的话就错了。

1、小编分享这篇经验是希望在检验过程中,很多时候我位置可以利用工具进行举一反三,在工作中不断学习进步,在学习进步中不断发现新的经验。